Share
Pin
Tweet
Send
Share
Send

سوف تحتاج
لتحقيق ذلك ، تحتاج إلى وقت وجهد كبير ودقة قصوى والمواد التالية:

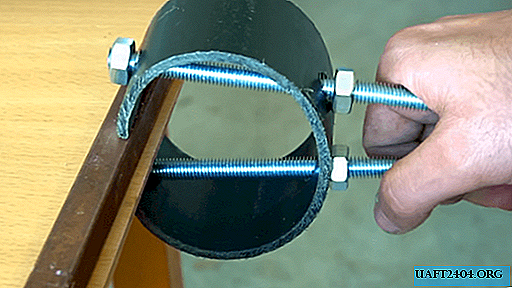
- الفولاذ المقاوم للصدأ الترباس M20 × 70 ؛
- عجلة الإبهام.
- أدوات لتطبيق الأرقام على العجلات ؛
- كرات الصلب.
- سلك فولاذ نابض (0.3 و 0.8 مم).
من المعدات لا يمكننا الاستغناء عن:
- تحول ، الحفر والطحن آلة ؛
- نائب من المعادن.
- كماشة.
- منشارا للمعادن.
- طاحونة.
- مقص لقطع المعادن والورق.
- مغزل لف الينابيع وخاتم المفاجئة.
تكنولوجيا التصنيع
يتكون العمل من ثلاث مراحل: تصنيع الأجزاء والتجمعات ، وتجميع وتركيب مجموعة من الرموز.
إنتاج أجزاء والتجمعات
أقفال جانبية
على مخرطة ، نقسم رأس الترباس إلى نصفين ، ونحفر العمود على عمق ملف تعريف الخيط.


نحن نضع جزءًا من القضيب في ملزمة ونرى ذلك بمنشار معدني في نصفين طوليين.


على إحدى اللوحات سداسية بمساعدة قالب وعلامة ، تطبيق الخطوط العريضة للوحة الجانبية للقفل.

نطحن السداسات الملصقة على المطحنة على طول الخط المرسوم للبطانة الجانبية للقفل وحفر الثقوب في النهايات.


ندخل في الثقوب "أرجل" الأنماط الدائرية المستخدمة فقط لعرض محيط الألواح الجانبية للقفل على المطحنة.

على آلة الحفر مع الحفر وطاحونة النهاية في الصفائح الجانبية ، فإننا نشكل المظهر الجانبي النهائي للثقوب. حول الحفرة الكبيرة بالتساوي في دائرة ، نقوم بتنفيذ مطحنة نهاية من 9 استراحات.

نستخدم دائرة ناعمة لتلميع جميع أسطح الألواح الجانبية للقفل.


دبابيس
من بين 4 أسطوانات نصفية ، باستخدام مشبك خاص ، نقوم بشحذ شريط دائري على المخرطة إلى منتصف قطعة العمل.




دبوس الأول هو للعجلات على جانب جبل. من ناحية ، يحتوي على مقعد للحفرة ، من ناحية أخرى - أخدود حلقي لخاتم الاحتفاظ وثقب أعمى.


مع قاطع الطحن ، نقوم بعمل أخدود طولي فيه طوال فترة الفتحة العمياء.




يشبه الدبوس الثاني في جانب التثبيت قضيبًا مستديرًا صلبًا مزودًا بمقعد ثقب في اللوحة الجانبية للقفل والحفر الطولي العمياء.






يمتد مفتاح الدبوس الثالث على الجانب المتحرك أيضًا تحت الأسطوانة الصلبة. ثم ، على جانب واحد ، يتم تثبيته في الخرطوشة مع طوقا لتعويض محور الأسطوانة إلى الجانب من محور تدوير الخرطوشة. نتيجة لذلك ، عند المعالجة باستخدام قاطعة ، يتم تشكيل لسان دائري بقطر أصغر ، لا يتزامن وسطه مع مركز الدبوس.



ثم ، عن طريق الطحن ، نقوم بتكوين رفين على جانبي لسان الإزاحة. نتيجة لذلك ، يخرج قضيب ذو وجهين متصلين بأقواس دائرية.

باستخدام نفس القاطع ، نقوم بتقليل المقطع العرضي للقضيب من الجانب الأكبر من خلال المعالجة المتناظرة.


مطحنة النهاية تؤدي 5 أخاديد مستطيلة ومتساوية. نتيجة لذلك ، يتم تشكيل 5 نتوءات متساوية.
الملفات والملفات وورق الصنفرة تعطي النواة مع جميع النتوءات الشكل المطلوب وتقريب الحواف والأضلاع. في النهاية ، يتم تلميع هذا والقضبان الأخرى بدائرة ناعمة.



أدخل القضيب في مكانه في اللوحة الجانبية للقفل.
الدبوس الرابع ، الذي يؤدي وظيفة العمود العلوي على الجانب المتحرك ، مثقوب إلى حجم الثقب الموجود في اللوحة الجانبية للقفل ، ومن ناحية ، يتم وضعه في نصف الكرة الغربي بملف ودائرة ناعمة. نحن أيضا إدراجها في مكانها.



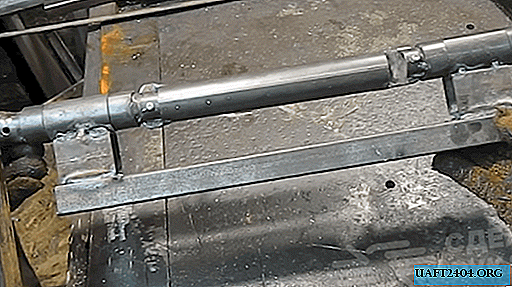
لحام ، طحن ، تلميع
لقد قمنا بلحام جميع المسامير الموجودة في الجزء الخلفي من اللوحات الجانبية للقفل.

نقوم بطحن وتلميع اللحامات على المطحنة ، ونحيط الحواف بملف ، وننتهي بورق الصنفرة ونلميعها بدائرة لينة.

مع مجموعة من الملفات ، نقوم بتكوين أخدود في نهاية الدبوس مع فتحة طولية. نحن نحاول دخول المسامير المنقولة إلى ثقوب تلك التي بلا حراك.



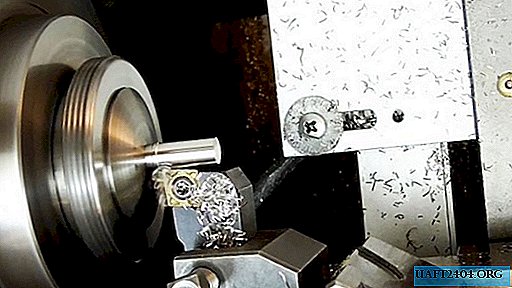
عجلات من النحاس الأصفر مع أرقام
نحن نصنع 4 عجلات نحاسية بأرقام. لقد قطعنا قطع الشغل بعد الحز إلى الحجم على مخرطة ، وحفرنا أولاً ثقبًا في الوسط ، وقمنا بتوسيعه ، من ناحية ، إلى عمق معين.





تختلف العجلة الخامسة عن الأخرى عن طريق وجود أخدود مركزي على كلا الجانبين ، أحدهما أعمق من الآخر.
تتم طباعة أعمدة الأرقام للطباعة على مولدات العجلات على ورق مصقول في مرآة من السيليكون.
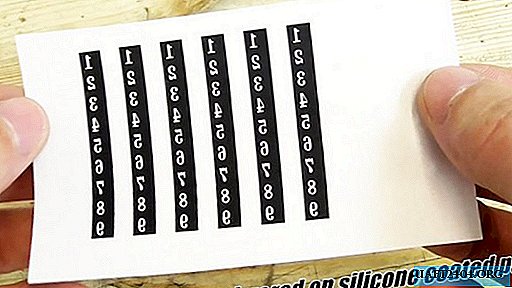
نقوم بقص الشرائط الرأسية للأرقام بمقص ولصقها على مولدات العجلات.

نترجم الأرقام على سطح عجلات التشكيل ، ونركضها حول نعل المكواة الساخنة. نتيجة لذلك ، يتم فصل الورق وطبقة من السيليكون بأرقام تلتصق بالحلبة.


للحماية ، يتم تغطية جميع أسطح العجلات ، باستثناء تلك التي تتشكل مع أرقام ، مع طلاء الأظافر.

نقوم بربط العجلات على السلك ، ووضعناها في أسفل الخلية المائلة ونملأها بمحلول كلوريد الحديد للحفر لمدة 45 دقيقة ، مما يجعل العجلات جذابة ، والأرقام متناقضة.


بعد ذلك ، نقوم بربط العجلات على مغزل خاص ، ونشدد مع الجوز والمشبك في ظرف المخرطة. بعد ذلك ، نقوم بمعالجة كتلة العجلة بورق صقل وتلميع بقطعة قماش كومة.
نعلق العجلات في حامل خاص ونستخدم آلة طحن لصنع أخدود نصف دائري مع مطحنة والخروج إلى حفرة كبيرة.
في نهايات العجلات نقوم بتنفيذ 9 فترات استراحة في دائرة.


نصلح العجلات واحدة تلو الأخرى على مغزل وتشابك في تشاك المخرطة. نأتي بالركش المعدل على عجلة القيادة ، ونشحمهم بالزيت ونشغل الآلة. يتم لف الشق الدائري على عجلة في نهاية شريط ضيق.


القاطع يزيل الأزيز من نهاية الشق.
نحن نحفر بحفر ثقوب عيار 0.8 مم في نهايات العجلات بشق أمام أخدود نصف دائري.

مرة أخرى ، نضع العجلات على المغزل ونطبق الطلاء الأسود على فترات الاستراحة الرقمية ، ونزيل الزائدة بسطح مستوي ، ونضغطها على عجلة دوارة ، ثم نضعها بقطعة قماش ناعمة.



تفاصيل إضافية ، التجميع والترميز
باستخدام مغزل خاص لفائف الينابيع ، المثبتة على مخرطة ، فإننا ننتج 5 مثل هذه الينابيع من سلك فولاذي نابض 0.3 مم.


لعقد السلك على مغزل عند لف الينابيع ، ونحن نستخدم كماشة ، ولقطع النهايات - مقص للمعادن.
لتجميع العجلات بالأرقام ، بالإضافة إلى الينابيع ، نحتاج إلى 5 كرات فولاذية لكل 2 مم.

ندخل في الثقوب العمياء في العجلات على طول الربيع وتغطي مع كرة من الأعلى.


ثم يتم تثبيت جميع العجلات الخمسة مع الينابيع والكرات على العمود العلوي.
من سلك فولاذي نابض يبلغ قطره 0.8 مم على مغزل بسيط مثبت بنقطة ، مع كماشة وقواطع سلكية ، نقوم بإغلاق قفل للضغط وعقد العجلات بأرقام على العمود.

نقوم بإدخال ملاقط واحدة من نهاية سدادة في الأخدود في نهاية قضيب ، اضغط على سدادة في الوسط ، ثم الحافة الثانية تغطي بشكل موثوق ويحمل كل ما هو تحتها.



يبقى لإدخال الجدار الجانبي الثاني لقفل الكود مع وجود قضبان في مكانهم والجهاز جاهز للتشغيل. لكن في حين أن القفل مغلق ، لأنه تم ضبط مجموعة عشوائية من الأرقام. يتم تحديد رمز الاتصال من خلال موقع عناصر القفل على العجلات وحصري لكل قفل.


Share
Pin
Tweet
Send
Share
Send